.avif)



What is a Food Quality Management System (QMS)?


Key Takeaways
- Prioritize consumer safety by setting and monitoring critical standards to prevent foodborne illnesses.
- Balance QA and QC to prevent defects, catch issues early, and maintain consistent product quality.
- Align with global food safety standards like HACCP, ISO 22000, BRCGS, and SQF to meet market and regulatory demands.
- Leverage technology such as food safety software, automation, and real-time monitoring to streamline compliance.
- Engage and train staff to foster a culture of accountability, continuous improvement, and proactive hazard prevention.
A single quality slip can shut down production, trigger a costly recall, and destroy years of hard-earned trust. In today's competitive food manufacturing industry, the stakes are higher than ever — regulators are stricter, supply chains more complex, and customers expect nothing less than perfect safety and consistency. That's why having a strong food quality management system is no longer optional.
But what really is a food quality management system, and how do you implement one into your food safety operations? How do you design it so it not only meets regulatory demands but also builds customer confidence and improves efficiency?
In this guide, we'll break down what it is, why it matters, and how it can protect your reputation, boost compliance, and strengthen your bottom line.
What Is a Food Quality Management System?
Food manufacturing is more than just measuring ingredients and perfecting a recipe. You must consistently deliver safe, high-quality items. A food quality management system accomplishes that by coordinating people, processes, and technology, guiding you and your teams to monitor potential hazards, respond quickly to problems, and adopt continual improvements.
Here are some reasons why a robust food quality management system can make a difference in your food safety operations:
Ensuring Consumer Safety. By setting and verifying critical standards such as temperature, pH, and cleanliness, you safeguard end users from foodborne illnesses. This matters if you want loyal customers who keep coming back.
Maintaining Brand Reputation. When people trust your products, they share that trust with others. You avoid negative backlash that often follows a recall or serious quality lapse.
Enhancing Regulatory Compliance. Food manufacturing is subject to rules from the FDA or USDA in the United States, EFSA in Europe, and other governing bodies worldwide. A thoughtfully designed system lets you meet these standards consistently.
Improving Cost Control. Quality failures can lead to wasted raw materials and time. A proactive approach helps you reduce errors, rework, or recalls, all of which minimize costs.
Quality Assurance Versus Quality Control
You will often hear these two overlapping terms in food quality management. Quality Assurance (QA) is a proactive, system-level approach to guarantee that production methods comply with defined requirements from start to finish. Quality Control (QC) is more reactive and involves product checks, testing, and inspections to confirm compliance with safety and quality parameters. Both QA and QC have critical roles in a food quality management system, and balancing them will help you deliver products that are both safe and appealing to customers. For a more in-depth comparison, read our article on Quality Control vs Quality Assurance: What Food Manufacturers Need To Know article.
How Food Quality Management Systems Build Consumer Trust and Brand Loyalty
A robust management system builds credibility. When you demonstrate that your organization follows best practices, some of the benefits can include:
- Positive brand image in an industry where a single recall can be devastating.
- Greater potential for market growth, as retail chains and international buyers often demand certified compliance.
- Strong loyalty from shoppers who want stable, quality experiences.
It all starts with a clear plan, effective tools, and a willingness to make continuous improvements.
Essential Components of a Food Quality Management System
A good quality management system combines many moving parts, and each component protects your products from contamination and inconsistency. By knowing which pieces fit together, you will better understand how to streamline processes and reduce risks. Below are some of the most common building blocks.
HACCP (Hazard Analysis and Critical Control Points)
HACCP is a preventive program that identifies hazards and outlines the steps to control them. Rather than wait until your final product fails a safety check, you anticipate biological, chemical, or physical hazards. You then implement checkpoints and strict monitoring protocols. According to the FDA, HACCP has been mandatory in many sectors and is especially critical if you export to the European Union or the U.S.
Some core steps in HACCP include:
- Assembling a food safety team (trained individuals from relevant departments).
- Mapping the production process in a detailed flow diagram.
- Identifying hazards and analyzing their risks.
- Setting critical limits and checkpoints.
- Monitoring your production activities to ensure everything stays within predefined limits.
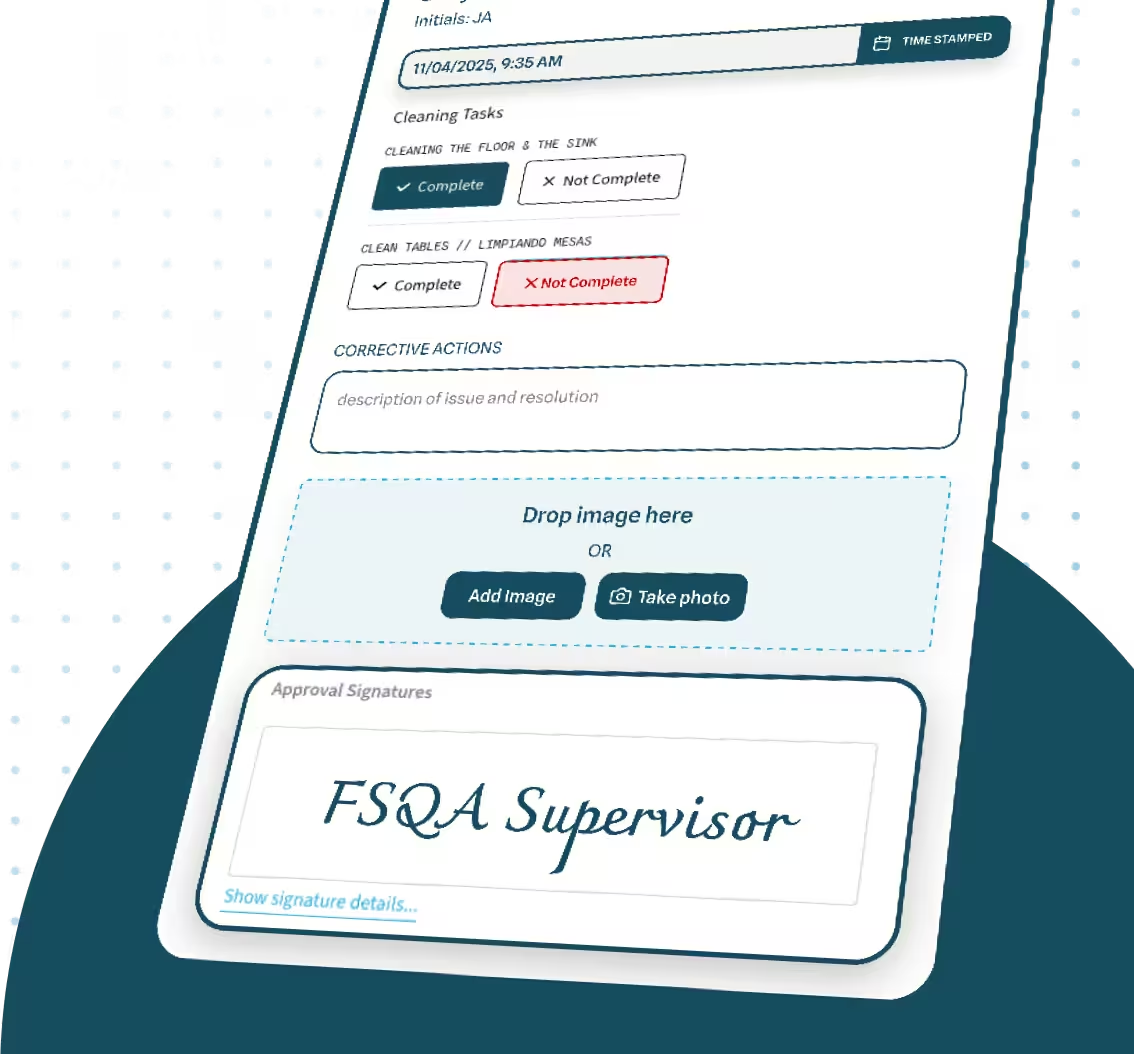
- Taking corrective actions if a process deviates from safe parameters.
ISO 22000 Certification
This globally recognized standard for food safety management integrates HACCP principles and can apply to businesses across the entire food supply chain. ISO 22000 establishes robust documentation, continuous improvement, and better risk management in areas like raw material sourcing or final packaging (ISO). If you aim for consistent compliance around the world, ISO 22000 helps unify processes and sets you apart in global markets.
BRCGS And SQF Certifications
BRCGS (originally the British Retail Consortium Global Standard) is essential if you supply products to retailers in Europe or North America (BRCGS). Compliance with this certification assures big clients that you follow robust manufacturing and product safety protocols.
SQF (Safe Quality Food) is recognized by the Global Food Safety Initiative (GFSI). It provides a tiered approach (SQF Fundamentals, SQF Food Safety, SQF Quality), letting you progress in safety standards and demonstrate consistent product quality (SQFI).
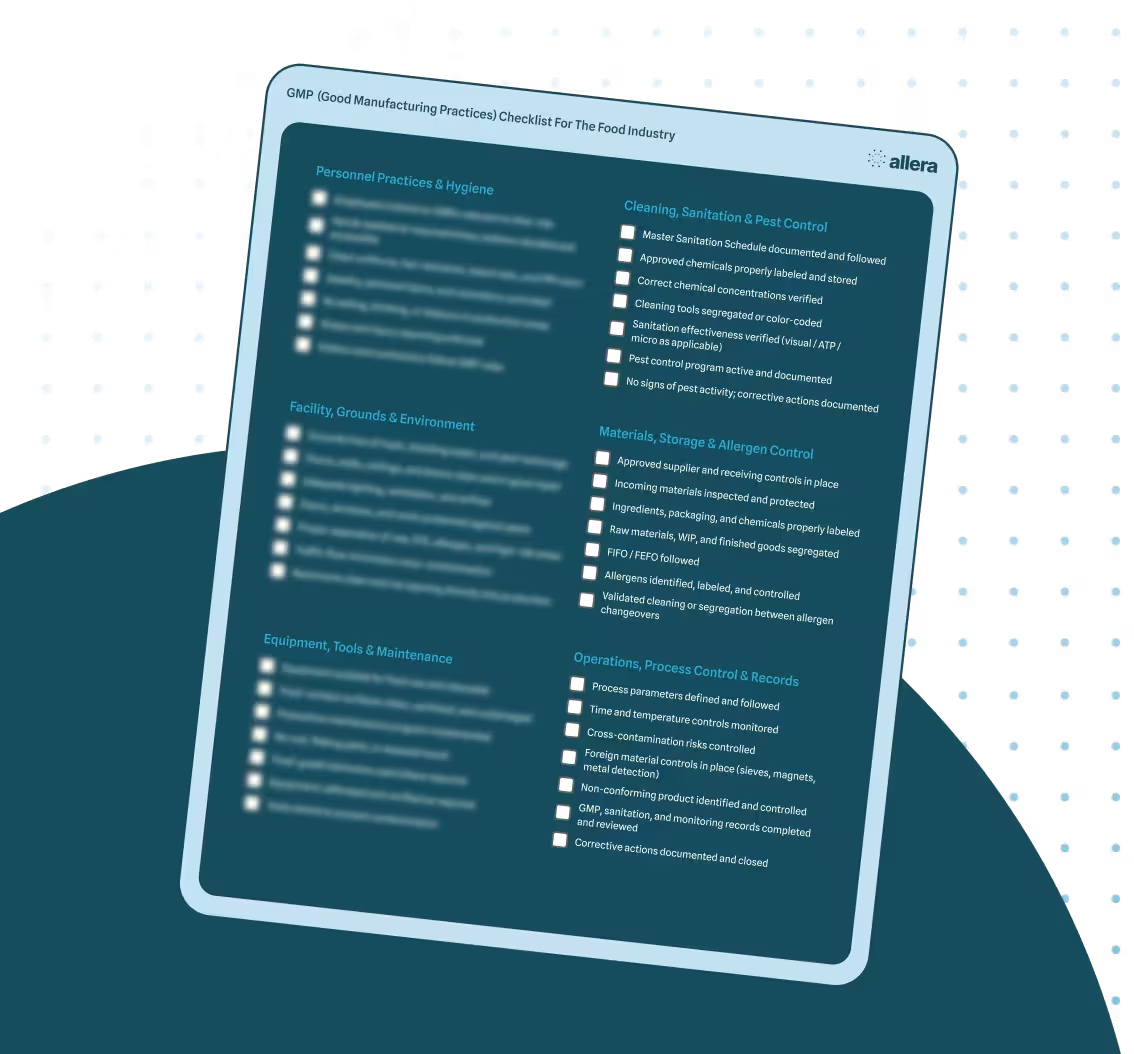
Good Manufacturing Practices (GMP)
GMP sets basic principles for cleanliness, hygiene, and controlled processing. Keeping floors and equipment clean, staff trained, and documentation accurate can go a long way. It is often considered a prerequisite program for HACCP, ensuring you have strong foundations before analyzing and controlling specific risks.
Traceability Systems
Food traceability is your capacity to track each ingredient from its supplier to your facility, through processing and packaging, until it reaches store shelves. Many brands rely on food traceability software to automate record-keeping. That way, when an issue arises, you can isolate the affected batches quickly, minimize waste, and prove to your customers that you have transparent procedures in place.
Meet Global Food Safety Standards and Regulations
International regulations impact how you produce, label, and move food across borders. By complying with these standards, you expand your reach and protect your reputation.
US Regulations
In the United States, the FDA and USDA handle oversight. The FDA focuses on products like dairy, seafood, and produce, while the USDA covers meat, poultry, and processed egg products (USDA FSIS). If you operate in the U.S. or export there, you must develop an approach that meets the Food Safety Modernization Act. Achieving FSMA compliance can help.
European Regulations
In the EU, the European Food Safety Authority (EFSA) conducts risk assessments and coordinates with national agencies to keep foods safe. A brand that meets EU standards must comply with strict guidelines regarding labeling, hygiene, and packaging. If you want to supply multiple European markets, a consistent food quality management system reduces the chance of rejection at the border.
Other Key Regions
- United Kingdom: The Food Standards Agency enforces compliance, correct labeling, and hygiene across the country.
- Canada: The Canadian Food Inspection Agency (CFIA) ensures producers comply with national regulations related to safety, animal health, and plant protection.
By designing your system to align with these frameworks, you position yourself for smooth market entry in global regions.
How to Implement Quality Assurance and Quality Control in Food Manufacturing
Balancing Quality Assurance and Quality Control is key to confidence in your product. QA focuses on designing a process that prevents defects, while QC spots and isolates them when they occur.
Setting Up QA Protocols
Quality Assurance is your broader management strategy. Here, you define Standard Operating Procedures (SOPs) for every step in production. SOPs avoid guesswork and ensure employees know their tasks precisely. According to the USDA AMS, standardizing procedures is critical for preventing deviations that often lead to quality lapses.
Key QA tasks often include:
- Writing SOPs that detail safe handling, cleaning, and manufacturing routines.
- Training your team in hazard prevention, proper documentation, and thorough record-keeping.
- Verifying that your suppliers meet certain standards through audits or food inspector reports, which helps guarantee the materials you receive are top-notch.
Strengthening QC Measures
Once your processes run, you need Quality Control to confirm that end products meet the marks you set. This means systematically sampling, testing, and verifying output—whether for temperature, microbiological content, or appearance (FDA Food Code).
QC Tools often include:
- Food safety testing for pathogens or contaminants.
- Physical inspections for packaging integrity.
- Automated sensors checking weight, fill levels, or sealing consistency.
- Analytical checks for pH or chemical composition.
When QA and QC sync, you strengthen consumer confidence. If QA sets a standard for consistent texture or flavor, QC steps in to confirm each batch meets that expectation.
Compliance and Risk Management
In food manufacturing, the stakes are high if you fail to meet standards. Customers expect more than taste—they expect unwavering safety.
Overcoming Common Challenges
Some typical issues include:
- Undetected Defects. Minor flaws in one step can compound into significant product issues. As these accumulate, you risk a hefty recall or brand damage.
- Regulatory Burden. You might have to comply with multiple regulations, from local health authorities to international watchdogs.
- Supplier Variability. If a supplier changes its process, your ingredients might shift in quality.
- Siloed Data. Each department could store information in different systems, making it tough to trace defects or spot improvement opportunities (GFSI).
Practical Compliance Tips
- Document Everything. Keep records of production processes, training sessions, corrective actions, and final checks. Having detailed records not only helps solve problems quickly but also demonstrates your reliability to regulators.
- Conduct Internal Audits. Regular, in-house reviews ensure you stay compliant and identify potential pitfalls.
- Establish Clear Corrective Action Procedures. If a deviation is detected, staff should know exactly how to address it, document it, and prevent it from recurring.
- Stay Current On Regulations. Food safety laws shift as new hazards or technologies emerge. Even if you have an established food quality management system, build in periodic updates so you do not miss new requirements.
Handling Recalls Effectively
Even well-run operations may face a recall someday. A practical recall plan keeps you prepared to minimize damage and maintain customer trust. Focus on:
- Swift Identification. Once you detect a hazard, quickly figure out which batches might be affected.
- Targeted Communication. Inform retailers or distribution channels promptly.
- Efficient Traceability. By maintaining thorough records and using a food traceability approach, you can cut back on wasted product and track the source of the problem.
If you show both regulators and customers you acted responsibly and fast, you can maintain a solid reputation despite the setback.
Continuous Improvement Strategies for Food Quality Management
Achieving consistent food safety and quality is an ongoing process. Even after setting up a food quality management system, ongoing monitoring and updates are essential. However, real success comes when you actively refine your procedures, involve your staff in quality dialogues, and adopt new technologies that enhance efficiency.
Role Of Technology
Automating inspections, logging real-time data, and generating alerts if a parameter drifts off-target can save you from manual errors and let you catch issues quickly. The FDA's New Era of Smarter Food Safety initiative emphasizes how technology can optimize audits and cut time spent on data entry.
Food safety software can also standardize your staff's approach. Detailed prompts and instant alerts mean fewer chances to forget a critical check. Over time, you build a track record of consistent performance that fosters strong relationships with retailers and end customers.
Encouraging Staff Engagement
People are at the heart of your process. Train them, share performance updates, and welcome suggestions. By making everyone accountable for quality, you lower the risk of mistakes.
- Emphasize Communication. Encourage teams to speak up if they notice early signs of defects or a potential hazard.
- Offer Ongoing Training. Even experienced staff can benefit from refreshers.
- Assign Clear Ownership. Each stage of production should have someone responsible, from checking raw ingredients to final packaging.
Tracking The Right Metrics
Select metrics that reflect your key processes:
- Average Defect Rate per Batch.
- Corrective Actions per Month.
- Number of Supplier Non-Conformities.
- On-Time Audit Completion.
Regularly review these numbers so you know where to direct resources. If you spot a spike in temperature deviations, for example, it is time to inspect the equipment or retrain the team.
Wrap Up And Next Steps
A sound food quality management system is your blueprint for safer, consistently high-grade products. It helps you define the right procedures, assign clear responsibilities, streamline data collection, and push for continuous improvement. In turn, you gain confidence that each batch leaving your facility meets your promises.
As you refine or develop your system, remember that small changes, like improving record-keeping or upgrading a training program, can deliver significant gains. The payoff includes better consumer trust, fewer compliance worries, and, ultimately, a healthier bottom line.
If you want to explore advanced tools, Allera Technologies offers solutions that integrate with your existing workflows, enabling real-time monitoring, easy audits, and ongoing support toward certification or compliance. Consider taking that extra step to bring more efficiency and peace of mind to your operations. We believe that implementing these strategies should not be overwhelming. With the right framework and partners, you can transform complex tasks into workable routines that keep your products safe and your business thriving. You have everything you need to get started. Go ahead and put these insights into action.
Supplier quality is a core pillar of any food QMS — see our breakdown of the 7 best supplier quality management tools for FSQA.
FAQs
What are the 4 types of quality management systems?
The four most recognized types of quality management systems (QMS) are:1. ISO 9001 – A global standard focusing on continuous improvement and customer satisfaction.2. Total Quality Management (TQM) – A company-wide approach that emphasizes culture, teamwork, and long-term success.3. Six Sigma – A data-driven method to reduce defects and improve consistency.4. Lean Manufacturing – A system that minimizes waste while maximizing efficiency and quality.
What are the 5 elements of a quality management system?
A robust QMS is typically built on these five core elements:1. Quality Policy & Objectives – The guiding principles and measurable goals.2. Quality Manual – A documented framework of how the QMS operates.3. Organizational Structure & Responsibilities – Clear roles and accountability.4. Data Management – Systems for tracking, analyzing, and reporting quality metrics.5. Processes & Procedures – Standardized methods to ensure consistency and compliance.
What is QMS in food?
In the food industry, a Quality Management System (QMS) is a structured framework that ensures food products consistently meet safety, regulatory, and customer requirements. It combines policies, procedures, documentation, and continuous improvement practices to control quality across all stages of production.
What is the difference between HACCP and QMS?
• HACCP is a food safety management system focused solely on identifying and controlling hazards that affect food safety.• QMS is broader, covering not only food safety but also overall quality, efficiency, customer satisfaction, and regulatory compliance across an organization.In short: HACCP = food safety, while QMS = food safety + quality management.
What are the 7 principles of HACCP?
The HACCP system is built on seven internationally recognized principles:1. Conduct a hazard analysis.2. Determine the critical control points (CCPs).3. Establish critical limits.4. Establish monitoring procedures.5. Establish corrective actions.6. Establish verification procedures.7. Establish record-keeping and documentation.
Is HACCP a food quality management system?
Yes, HACCP (Hazard Analysis and Critical Control Points) is a type of food quality and safety management system. It focuses specifically on identifying, monitoring, and controlling hazards that could compromise food safety during production and handling.

.avif)
.avif)

.avif)
.avif)
%20(1).avif)

.avif)
.avif)

%20(1).png)

.avif)

.avif)